Ultrasonic Testing
Mechanical / Non-Destructive Testing (NDT)
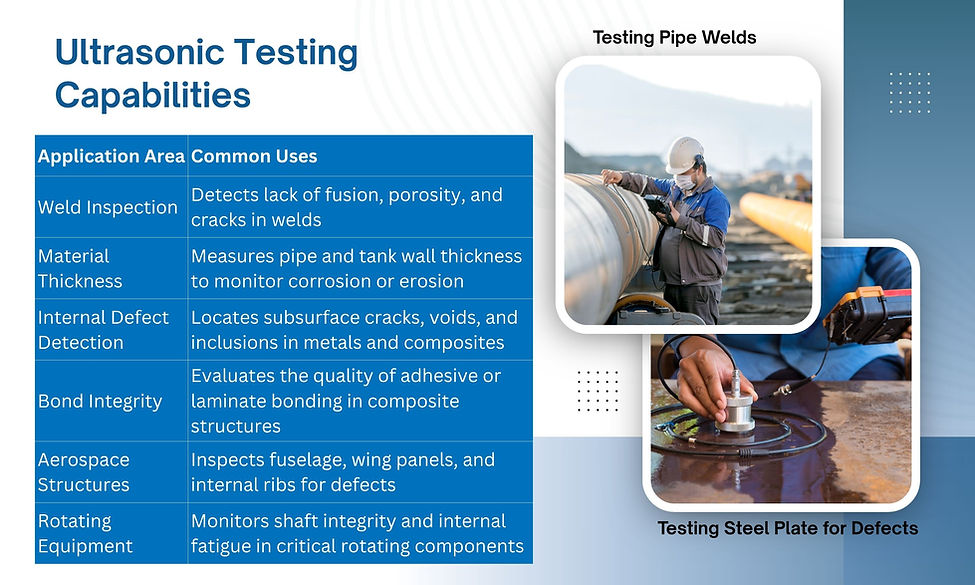
Ultrasonic Testing (UT) is a non-destructive testing method that uses high-frequency sound waves to detect internal flaws, material thickness, or discontinuities in components. Commonly used in manufacturing, aerospace, energy, and infrastructure, UT enables early fault detection by identifying cracks, voids, or corrosion beneath the surface, making it invaluable for inspecting welds, pressure vessels, pipelines, and structural parts without causing damage.

When to
Use
Common Use Cases
Flaw Detection in Metals & Welds
Identifying cracks, voids, porosity, or lack of fusion in welds.
Detecting fatigue cracks in structural members.Thickness Measurement
Checking pipe walls, tanks, and pressure vessels for corrosion or erosion.
Measuring remaining wall thickness without cutting or dismantling.Bond Integrity Checks
Inspecting composite materials for delaminations.
Verifying adhesive bonds in aerospace, automotive, or manufacturing applications.High-Value or Safety-Critical Components
Turbine blades, aircraft fuselages, bridges, and load-bearing machine parts.
Components where failure could cause catastrophic damage or safety hazards.After Repairs or Modifications
Confirming weld repairs meet specification before returning equipment to service.
Verifying no hidden defects remain after re-machining.When Other NDT Methods Aren’t Practical
When magnetic particle testing isn’t possible due to non-ferrous material.
When X-ray is too expensive, slow, or presents radiation safety issues.